|
Emission Control Technology for Engines and Boilers
Pays for Itself in Fuel Savings
Eric W. Cottell
Reducing Emissions Before They Form
It would seem obvious that to address fossil fuel emissions by treating the fuel before it enters the combustion chamber would be preferable to the current practice of dealing with the problem after the fuel has expanded many thousands of times in the form of exhaust gases. A proven method of cleaning up combustion on the inlet side of the engine, boiler, etc. is the use of water in oil emulsified fuels, now an accepted means of emissions reduction.
New Approach to an Old Idea
The use of water in engines by means of direct injection or induction air humidification are quite common and have proven to help reduce emissions but may cause wear problems due to the exposure of moving parts to water. (Most of the emulsions with which readers will be familiar are oil in water types, such as milk, cosmetics, lotions, etc.). Conversely, water in oil emulsions cause no corrosion or wear problems as the water is on the inverse phase of the emulsion and therefore never comes in contact with moving parts.
The use of water in oil emulsions has been around for a while. My father ran his motorbike on water/gas emulsion during the Suez crisis of the fifties. During the seventies, we produced the first Cottell reactor which produced un-stabilized emulsion fuel on site and on demand. This process which enjoyed some commercial success utilized a piezo-electrically driven ultrasonic emulsification device which unfortunately was rather expensive and challenging to maintain in the boiler/engine room environment. We did, however, prove substantial reductions in emissions and fuel consumption on industrial boilers and ship engines before fuel prices plummeted.
The most common type of water in oil emulsion fuels used today are produced at the oil terminal using chemical emulsification/stabilization and delivered to the customer as a fuel usually at a cost greater than oil alone. Although effective for emissions reduction, the altered surface tension of the fuel in order to chemically stabilize, inhibits the micro-explosion phenomenon and does not produce as much energy or offer the fuel savings benefits of the un-stabilized product produced by Nonox. The chemically stabilized product also presents challenges of logistics and danger of separation during storage.
New Approach
In 2005 the patent process began on a new simple, inexpensive and reliable Cottell reactor utilizing hydro-sonic cavitation. A prototype was constructed and tested with excellent results.
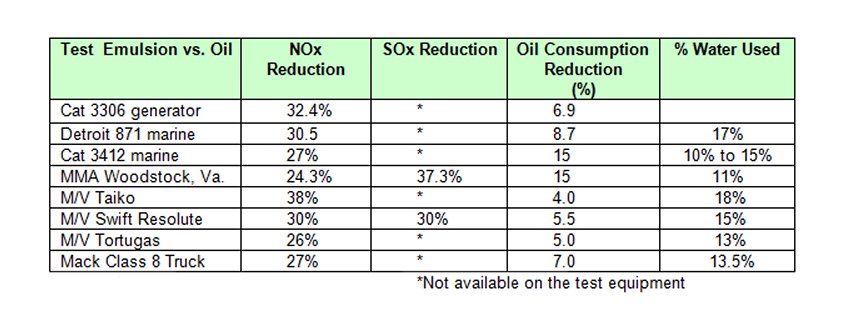
NoNox Ltd. has constructed a number of prototype units for testing on both large and small, two and four stroke diesel engines which have been tested and independently verified. NoNox installed a permanent shipboard unit in June 2006 which is still in operation; again producing excellent results in both fuel savings and emissions (Testimonial from ship owner is available as well as complete test results). The first commercial boiler installation was also completed in 2006. The following are some examples of testing monitored by independent third parties.
Why It Works
In order to understand the process let us imagine the passage of water and oil through the reactor and into the combustion zone. First, the oil and water are fed proportionately into the reactor which creates continuous and therefore controlled cavitation, which while similar to cavitation in marine propellers and ship hulls is not random in the same way. As the cavitation bubbles grow and implode they bring about internal stresses within the liquid in the order of a million psi. This disruptive force causes the water particles to disperse inside the oil in the form of minute spheres. The water particles have no choice but to go inside the oil since the ratio of water is always kept below thirty percent. Since the water droplets (inverse phase) are smaller than the surrounding oil droplets (continuous phase) it is impossible for the water phase to contain the oily phase, so the emulsion has of necessity to end up inside out, so to speak.
Thus formed the emulsion flows to the means of atomization (injector burner, etc.) this again produces small particles of oil in order to burn it. These particles are in the order of one five hundredth of an inch in diameter, but inside them now are dispersed hundreds of the small particles of water which are in the order of one fifty thousandth of an inch. Due to the enormous surface area of the water, as the particle of emulsion begins to burn, the water is turned to super-heated steam and in the process literally blows apart the oil particle (micro-explosion) again reducing particle size and increasing surface area. This brings about violent agitation within the combustion process itself and ensures that there are an adequate number of collisions between the hydrogen, carbon and oxygen atoms.
prada shoes boots prada briefcase womens instagram resetting followers what is print concepts elvis singing in the ghetto chatgpt ai chat prada supernova prada pink backpack dan 11.0 chatgpt native american amazing grace lyrics prada eyewear women prada sunglasses bloomingdale's prada factory outlet cinnabon mix dep gucci indigo pantone slam entertainment chatgpt openai chatgpt plus nude prada bag prada arca lyrics hugo boss factory outlet bolsa da prada online outlet usa غوتشي pin board large kim kardashian prada dolce and gabbana outlet online cardinal supply gucci webseite bruce mcmillan thailand gucci germany prada adidas superstar prada bag authenticity lentes prada originales prada infusion d'amande yacht caps prada cufflinks chatgpt plus subscription prada padded jacket 10 instagram followers instagram resetting followers prada perfume sephora cleo bag prada chatgpt mobile app prada on sale prada glasses mens custom cork boards prada valentine tx chatgpt mobile app carlucci restaurant rosemont il winthrop red apple chatgpt blog instagram block followers instagram followers 50 cutting mat desk pad recent instagram followers yacht club clothing bonnie lure how much is gucci prada purse outlet prada lhomme edt inactive instagram followers new prada cologne followers instagram app gucci online shopping poster prada marfa million instagram followers prada loafer platform prada visor hat devil loves prada gold prada sunglasses prada pr 16ws prada pattern prada sport sandals yacht hat prada dallas aaa travel brochures prada jeans women chatgpt 原理 chatgpt 中国注册 instareach instagram followers fx make up mashman helmet prada lingerie prada tights 1972 sci fi film express prada clothing sale coacj outlet the keep (film) inactive instagram followers prada glasses price
All combustion carries the seeds of its own destruction. Carbon burns to carbon dioxide which puts out fires, hydrogen burns to water which puts out fires and nitrogen which is eighty percent of the air needed for combustion also puts out fires. If these inhibiting materials are not removed from the combustion zone, combustion will cease, and it is this reason that incomplete combustion is inherent in most engines and boilers. The agitation caused by the water particles brings about many more collisions and the disruption of all the inhibiting layers, so that the hydrogen, carbon and oxygen atoms �see� each other and are able to complete the process. Since the process is cooled by the minute particles of water at the point of maximum temperature, the formation of NOx is significantly reduced, so that we end up with a much more complete and thus cleaner burn. This improved combustion environment and the presence of the oxygen carried in the water also require less excess air, and if complete combustion can be carried out with less air, one should end up with a net gain. Air is comprised of eighty percent nitrogen and this goes in and out of the combustion process more or less as a passenger.
Similarly, the excess oxygen goes in and out of the process without contributing anything to it. These gases pick up heat on their way through the process and take it with them. Nitrogen and oxygen are relatively poor radiators of heat, whereas super-heated steam is a relatively good radiator of heat. Therefore, if the energy which would normally have gone into the nitrogen and oxygen is now in the form of super-heated steam, accordingly there is an improvement in performance.
New Reactor
At the heart of the new system is the Cottell process reactor. This simple, no moving parts device operates at relatively low pressure and provides even, precise particle size reduction and dispersions previously unattainable with existing technologies.
Commonly Asked Questions
-
Q. Do I need separate storage for emulsified fuel?
A. No, the Emulsion Combustion Unit (ECU) draws fuel from your existing fuel supply/tank.
Q. Will emulsion and therefore water, be returned to my fuel supply?
A. No, once fuel has been delivered to the ECU and emulsified it is isolated in its own fuel circuit. .
Q. Can the water in the emulsion damage my equipment?
A. No. Once emulsified, the microscopic particles of water are in the inverse phase of the liquid and do not come in contact with any parts.
Q. What happens on shutdown, can the water and oil separate allowing water damage to my equipment?
A. No. The ECU simply switches back to your regular fuel just before shutdown, quickly flushing the fuel train with pure fuel, so that no emulsion is left to separate in fuel train, pumps, etc.
Q. Will the presence of the water increase the formation of acids in my exhaust which may damage my equipment?
A. Emulsion forms no more acids than are formed by fuel on its own, as the water must condense for this to occur and exhaust temperatures are reduced only slightly. Shut down where cooling would occur is accomplished on straight fuel.
Q. If the ECU should fail, will I lose power?
A. No. The ECU automatically switches back to straight fuel without interruption, even if power is shut off to the unit.
Q. Will the ECU reduce the life cycle of my equipment?
A. No, on the contrary. The more even combustion temperature reduces thermal stress and the more complete combustion greatly reduces carbon buildup, thus reducing maintenance and extending service life, as well as improving efficiency.
Q. Why is ECU different from water injection or humidified air induction?
A. With emulsion, the water is evenly dispersed and contained in the inverse phase of the fuel until it is released as superheated steam in the combustion process, so it cannot damage equipment or migrate into lube oil. Since the microscopic water particles are evenly distributed throughout the fuel, more even combustion temperature is achieved and NOx is reduced at percentages typically three times that of water injection of a similar amount of water, and of course water injection offers no fuel savings.
Q. Why is ECU preferable to exhaust catalysts?
A. The ECU addresses emissions at their source before they have a chance to form, offering more complete combustion and increased efficiency. Catalysts are focused upon cleaning up emissions after they have formed and passed through your engine�s exhaust valves, turbochargers or boiler tubes, leaving carbon/soot deposits upstream of the catalyst. These deposits rob efficiency and increase maintenance.
Q. How much down time can I expect during installation?
A. Little or none. Once properly planned, installation is simple and swift.
Q. Is the ECU easy to operate and reliable?
A. Yes. The ECU requires no special training to operate and all components, pumps, valves, etc. are similar to those already found in engine/boiler rooms.
Other Uses
The reactor will also be useful for processes which now use traditional ultra-sonic, high shear mixers, colloid mills, etc. It has the unique ability to reduce particle size to sub-micron or nano levels, even flexible or elastic materials such as yeast or protein cells can be ruptured, which could be utilized as a much needed food source. Up until now, this has been very difficult and expensive and could be compared to a sub-micron version of trying to break a rubber ball with a hammer.
The reactor has already found a use outside the emulsification of fuels in the esterification of biofuels where it has proven so effective that this process can be accomplished on a continuous flow basis rather than the batch process currently used.
Available Now
On installations consuming over fifty GPH of light or heavy oil, Emulsion Fuel Systems are currently available within a four to six week delivery time, for boilers, furnaces, dryers, etc., see www.nonoxltd.com and also for diesel engines, mobile and processing applications
Performance is guaranteed and installation is simple, requiring little or no down time.
Processing applications will be evaluated by NoNox Ltd. at its Bahamas laboratory and if we can be of benefit delivery will be prompt and results guaranteed.
Download PDF
|
|
